
 English
English Spanish
Spanish Portuguese
Portuguese French
French CHINESE (中文)
CHINESE (中文) German
German
Plastic Injection Molded “Rohk Pen”
Services: CNC machining, plastic injection molding, EDM machining, polishing
Mold Material: P20 tool steel
Part Material: 30% glass filled nylon
Quantity: 1000 pcs.
Lead Time: 25 days

About The Client
Ketalon is a new company specializing in creating high-end gear with a unique industrial aesthetic that sets it apart from anyone else. Proudly celebrating a robust design philosophy that touts functionality without frills, Ketalon is aimed towards the urban adventurer who won’t settle for anything less than the best. Our team at Star were excited to work with them on their latest project, the Rohk Pen.
About The Product
Every millimetre of the Rohk pen has been over-engineered for ergonomic efficiency, strength and visual impact. Designed for durability, this plastic injection molded pen sports an aggressive aesthetic, a fail-proof bolt-action mechanism, and a pocket clip with a striking forked design. The pen is made of a special reinforced nylon, making it lightweight and shockproof. In addition, the Rohk’s compact size (110mm / 4.3″) makes it extremely pocket-friendly, unlike metal pens that tend to be both longer and heavier.
Design For Manufacturing Review Recommendations
Once our engineers received the product design for the Rohk Pen they completed a design for manufacturing review. The tooling team decided that there were a few areas that needed special attention to maximize the part’s appearance and functionality. Challenges identified during the DFM review included the following:
Parting Lines
The parting line shows where the core and cavity will separate. For this project to be a success, the location of the parting line needed to be chosen carefully to minimize its cosmetic impact, while allowing for a necessary draft angle for part release.

Pen Barrel Draft Angle
We suggested a draft angle of 2° on the inside of the barrel, at right angles to the opening direction of the mold.

Pen Tip Draft Angle
There was another draft angle at the tip of the barrel where the pen tip sticks out. This needed to be no larger than 4.0mm for the spring to hold the tip in place, so our engineers needed to find a compromise between this dimension and the draft angle.

Sink Marks Avoidance
The pen clip needed to be molded close to the barrel to provide a firm grip on the fabric of a pocket. The best way to do this was to mold this part several degrees away from the barrel, and let the large thermal mass of the clip pull itself into alignment as it cools. The mass of the clip should be minimized however to avoid a sink mark.

Choosing The Best Tooling Material
When reviewing the product design of the pen, our engineers recommended using semi-hardened P20 tool steel instead of an aluminum cavity and core. Although it’s possible to mold a part like this using an aluminum cavity and core, we made this recommendation for several important reasons:
- P20 steel is more durable and therefore can make a mold tool that will last for potentially 50,000 parts or more
- Glass-filled nylon is abrasive and will quickly wear down an aluminum tool
- P20 steel polishes and machines well and can produce an excellent surface finish
How It Was Made – Making The Mold Tool
Step 1
We made electrodes from copper alloy. These electrodes will be used to erode the surface of the steel tool, helping to cut the pocket holes and sharp angles needed for this pen design. We also used EDM for lettering. EDM is especially useful for making raised or recessed lettering, as with the Ketalon logo on the pocket clip.

Step 2
The copper electrode to make the recessed lettering must be aligned perfectly with the steel insert. An advantage of P20 tool steel is that it can be locked in place with a magnetic chuck – not possible with aluminum!

Step 3
We used an end mill to rough out the cavity of the mold tool. Rough machining will remove a lot of material quickly.

Step 4
After roughing out, the cavity is finished with EDM machining. We also use EDM to apply a surface texture to the mold, which will later be transferred to the pen body.

Step 5
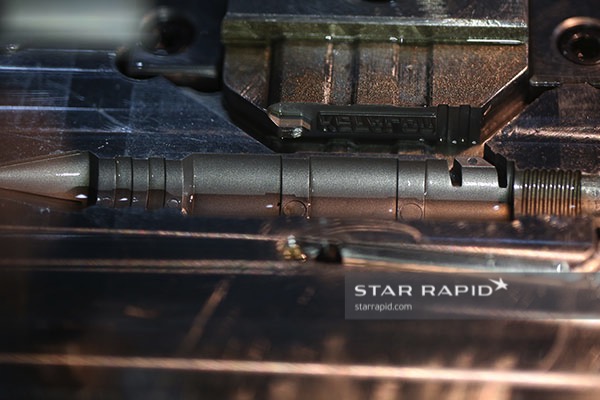
The surface texture on the cavity interior was made with careful use of EDM machining. This will give the plastic pen barrel a fine matte finish after injection molding. Here you can also see the Ketalon logo for the pen’s pocket clip.
Step 6
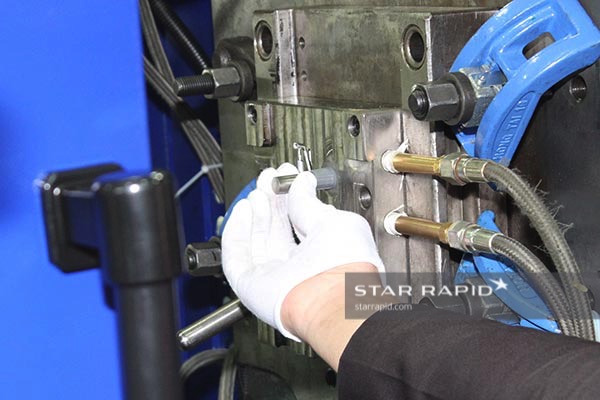
After all the machining is finished, the machinist uses red dye to look for any high or low spots when the cavity and core halves of the mold tool are pressed together. They must mate perfectly to hold injection pressures. The machinist will carefully file away any high spots until the mating faces are all uniformly red.

How It Was Made – Making The Injection Molded Parts
Step 1
The pen’s cap is molded around a threaded insert. After each cycle, the insert is taken out of the mold and unthreaded from the cap in preparation for the next cycle.
Step 2
Threaded inserts like these are the only way to preserve the shape of the cap and mold internal threads at the same time without parting lines.

Step 3
After molding, the pen cap had a minor gate mark on its surface. Our craftsmen touch up this area with a small dab of super glue to help it to blend in with the rest of the surface.

Step 4
The pen barrels are molded from glass-filled nylon. This makes them very strong and durable – perfect for an everyday carry tactical pen.

The Finished Pen
Every new product design presents a unique set of manufacturing challenges. We worked closely with the customer to overcome each challenge in turn, so that ultimately we achieve a final product that’s exactly what the designer envisioned. We hope to also work with you when you’re ready to bring your new idea to life. Contact us today!


