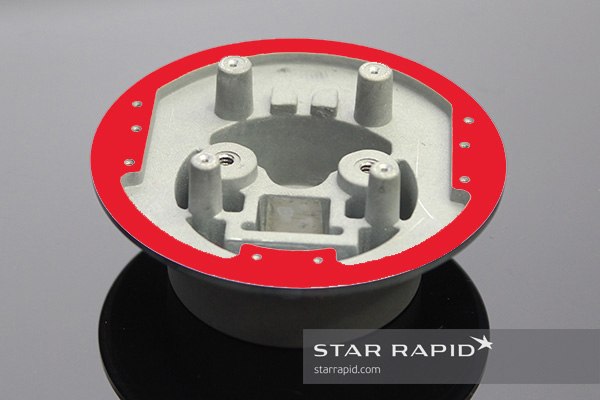
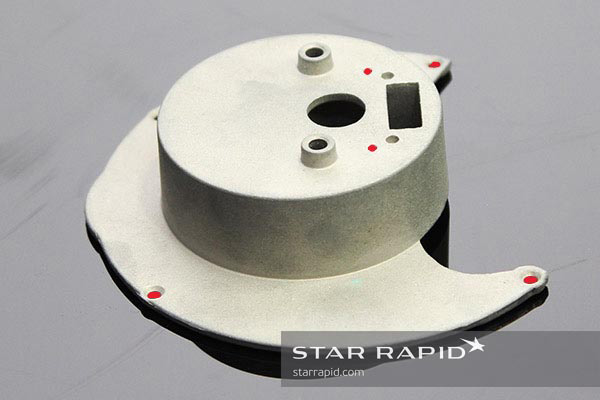
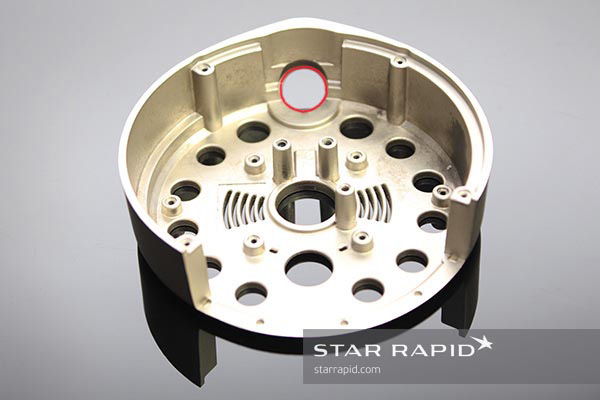
Achieving a great finished result required getting all the details right before the first cut was made. To do this, we completed a design for manufacturing (DFM) review to check that the design was optimized for manufacturing and to address any potential problem areas. As part of the DFM review, our engineers looked over Gate Lab’s 2D and 3D CAD files for the eight separate components.
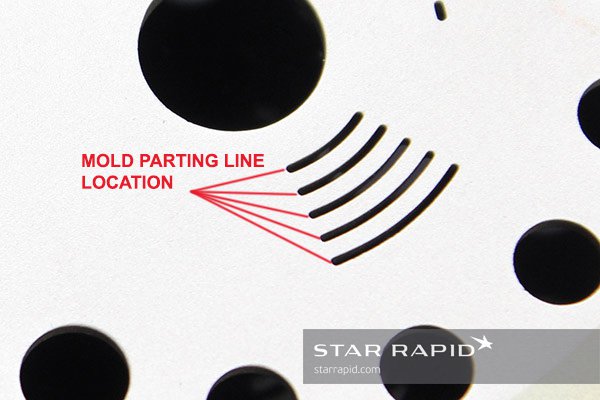
In some areas we suggested a change to the design or a replacement material. In other areas it was necessary to confirm with the client any process parameters that would affect the finished part, like the location of gate marks and parting lines for injection molding tools. We’ve found that the time spent in a careful and thorough design review will save much more time and money later during manufacturing. Through the DFM review the following feedback was provided for discussion with the client:

 English
English Spanish
Spanish Portuguese
Portuguese French
French CHINESE (中文)
CHINESE (中文) German
German