
 English
English Spanish
Spanish Portuguese
Portuguese French
French CHINESE (中文)
CHINESE (中文) German
German





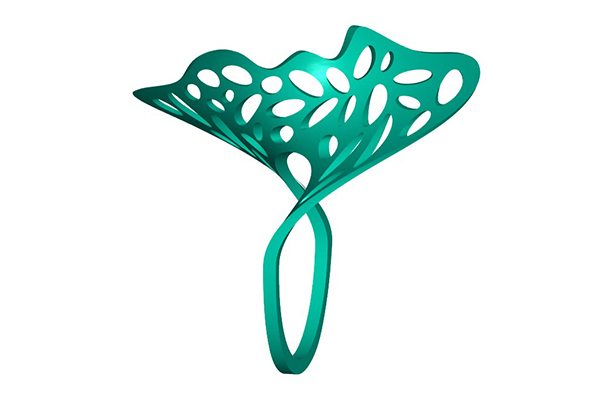
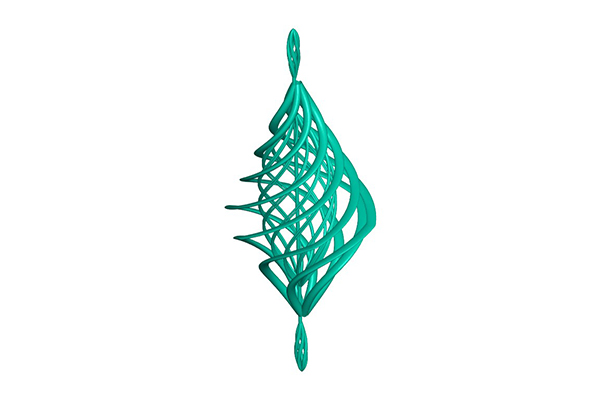
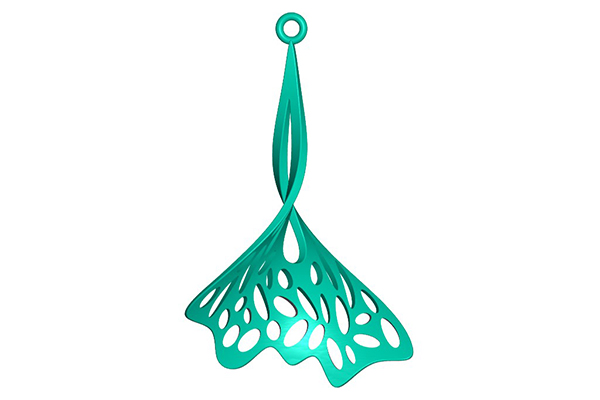













“I was very happy to partner with Star Rapid to produce my 3D jewelry printed collection. Their machinery and facilities are state-of-the-art. I worked closely with their 3D Printing Manager Chloe Kow, who patiently helped me adjust my designs to optimize the production and costs.”

Veronica Nunes
Jewelry Designer



