
 English
English Spanish
Spanish Portuguese
Portuguese French
French CHINESE (中文)
CHINESE (中文) German
German
Recent innovations in tooling construction with conformal heating and cooling channels open up exciting new possibilities for part designs with improved throughput and lower costs. Product developers and engineers now have access to new techniques made possible by additive manufacturing which promise enormous benefits in productivity, cost savings and finished part quality. Let’s take a look at some of the challenges imposed by traditional injection mold tooling and how these are being overcome with these methods.
What’s Happening Inside The Tool During Injection?
First the basics. A big chunk of steel or aluminum mold tooling is essentially “cold” relative to the heat of molten plastic that is injected into it. As the plastic flows into the mold and fills the cavity, the tool will pick up residual heat and eventually a certain thermal equilibrium will be reached. However, if the initial temperature difference is too great there is the danger of warping of the plastic.
Once the part has been fully injected, the now-hot tool must be cooled down again to allow the molten plastic part to solidify and to prepare the mold for the next injection, or “shot”.
Therefore, traditional mold tools are made with cooling channels, and before the advent of 3D metal printing these channels were necessarily in a straight line because they were simply drilled out of the mold. Cold water or some other coolant liquid is pumped through these channels, in and out, as the tool constantly cycles hot and cold.
So, What’s The Problem?
If the part inside the cavity happens to be perfectly square and flat with nice straight edges, then the cooling channels can be made to match those surfaces within a few millimeters of the cavity. This would allow the part to expand and contract uniformly, thereby avoiding the possibility of warpage.
Unfortunately, complex plastic part designs are seldom so geometrically simple. Straight, drilled holes can’t follow curves, ribs, bosses, and other intricate shapes, so the tool can’t be cooled down properly and warpage becomes a real danger. The old solution was that the tool needed a longer period of time between shots to reach equilibrium, and of course longer delays slow down production and cost money.
Is There A Solution?
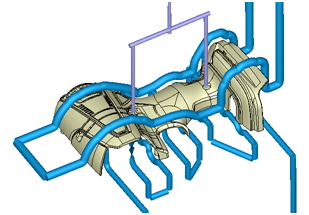
Now, 3D CAD software and 3D metal printing make it possible to create tooling in steel or aluminum with conformal cooling channels that are not limited to linear tool paths as with conventional drilled holes. Using Direct Metal Laser Melting (DMLM), thin layers of material are laid down one at a time and melted together to form a solid whole, creating channels that are free to follow the contours of the part within the cavity. This advanced technique greatly speeds up the cooling time of the tool while also reducing the risk of warpage and improving part consistency and quality.

What’s Wrong With Weld Lines?
In the picture above you can see two little marks next to the threaded fitting. These are weld lines, and they’re created when molten plastic is injected into the cavity and is forced to go around the metal post in the mold which makes that hole. As the two leading edges of the plastic meet up together on the other side of that post, they attempt to join into a single, whole unit. But thermal differences in mold and plastic temperature make a perfect weld impossible, thereby creating this characteristic mark.
A weld line may indicate a weak area on the part that can fail under stress. Other times, this seam needs to be covered over, either with a textured surface finish, sanding, or with painting. In all such cases, this entails additional time, effort and money. Instead, using the same conformal cooling channels to cool the mold, a high-temperature (~150°C) liquid can be pumped into the tool which heats it up, removing this thermal stress and allowing the plastic to flow smoothly and to weld completely, leaving behind no weld line. This would then obviate the need for further post-processing like painting and would greatly reduce the cost of the finished part.
Making a plastic injection mold tool with a heated insert is more costly and time-consuming to build, but provides some great advantages in the finished product. If the quantity of desired parts is great enough, the cost of the tool can be more than offset by the lower production cost of the finished piece.
Balancing out the thermal stresses of plastic injection mold tools is just one of many factors that must be considered when building a successful tool. But 3D printing now makes available a technique that solves an age-old problem and allows for the efficient creation of entirely new designs with exceptional performance. At Star Rapid, we have an international team of technical experts who can explain how this process can benefit your next project. Contact us today to learn more.







